




▌ 產品簡介
宏發臥模輕質復合墻板生產線-特點及用途
本生產線由可編程控制的機電液壓一體化專用液壓成型機,隨機配各種規格的模具,生產輕質復合墻板。基于輕質高強、保溫隔熱、隔聲防火等性能的綜合要求,以目前具有輕質高強、穩定性好的無石棉纖維水泥板為外部結構面板,以取苯乙烯顆粒輕混凝土為芯材的節能環保新型實心輕質復合墻板。通過系統深入的研究,進一步優化條型墻的復合結構和拼接構造、面板和芯材的配比以及制備工藝參數,提高復合條型墻板的力學、熱工、隔聲、防火和耐久性能。是具有發展前景的新型墻體材料。

▌ 工程項目施工圖




▌ 設備的組成及功能
1、設備組成:由攪拌機、注漿機、墻板成型機、脫模翻轉臺、液壓系統、電氣系統等六部分組成。
1.1攪拌機由水泥倉,計量系統,攪拌機,攪拌樓等部份組成,對原材料進行計量和攪拌。(如下圖)

2.2注漿機由移動小車,儲料灌,液壓系統等部份組成,將攪拌好的料漿注入到模具中。(如下圖)

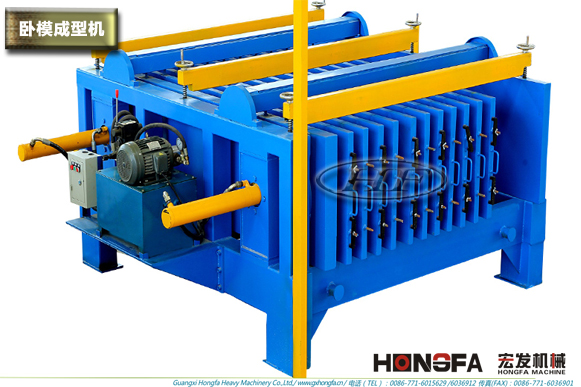
2.3墻板成型機由機架,固定板,中間板,活動板,液壓系統等部分組成,對模具進行裝夾固定。(如下圖)

2.4脫模翻轉臺由移動機架,翻轉平臺,液壓系統等部分組成,將成形后的墻板進行脫模。(如下圖)

2.5液壓系統由液壓站,管道及油缸等部分組成,其性能可靠,控制準確。液壓站由油箱,電機高壓泵組,集成閥塊組,冷卻器及進回油過濾器組成,同時油箱上設有測溫及液位計及濾芯報警堵塞裝置,當濾芯堵塞時報警裝置通知更換濾芯。
▌ 機器布置、檢查、安裝及準備
本機器安裝平面布置應根據生產場地、制品工藝要求確定,原則上要求攪拌、移動注漿、墻板成型、脫模翻轉、養護周轉互不干擾,建議按安裝基礎圖布置。
設備安裝之前,安裝和操作人員應認真閱讀有關資料,做好安裝計劃和必要的準備工作。根據基礎圖核對基礎尺寸,其中各部分平面的水平度應符合圖紙要求,基礎面應采用水泥澆筑。
注意:預埋件和導軌位置要準確、牢固,基礎要符合設計要求,達到允許的安裝強度。
▌ 生產工藝流程
將原材料的不同要求的配比進行計量然后放置攪拌機中攪拌,同時注漿機移動到攪拌樓下方等待,存料。墻板成型機裝備好模具,注漿機沿導軌移動到墻板成型機側面對墻板成型機進行注漿,注漿完成墻板成型機靜養。脫模翻轉平臺移動至成型機另一側面,對產品進行脫模,翻轉平臺旋轉90度立起,叉車移動到翻轉平臺后面將墻板叉走,至此完成一個工作循環。
1、制板的整個生產過程流程
清理模具→噴脫模劑→安裝模具→澆注→整形(適當加溫)→恒溫蒸養→降溫→開模→出模→檢驗→入庫
2、流程圖詳解
2.1清理模具:主要清理表面的水泥塊,異物等,使模具的表面清潔無雜物,整體平整度高,清理時要注意不留死角。
2.2噴脫膜劑:噴時要量少均勻,脫膜劑量過大影響墻板的表面質量,主要是氣孔,脫膜劑干燥后容易形成污垢,要定期清除以保證產品質量。
2.3合模:板芯裝完后要合模,合模一定要到位,合模后對板間距逐一測量,這是保證板厚的必要手段,而且要保證前模正好卡在限位槽中。
2.4配料攪拌:嚴格按照配比工藝,各種料的誤差不得超過2%,攪拌前攪拌機應先澆水濕潤,攪拌稠度要適中。
2.5澆注:板的澆注要分次均勻澆注,澆注時要特別注意振搗,自動振搗也要設定分次振搗。
2.6整形:澆筑后上邊要整形處理,收口一定要平整不允許有個別突出點,整形后亞光,尺寸誤差要小于2mm。
2.7恒溫蒸養:升溫時注意溫度控制在25℃/小時,高溫度控制在40-50℃蒸養時覆蓋保溫被,以防出現裂痕,升溫及恒溫蒸養150分鐘。
2.8降溫、開模、出模:要降溫后開模,板的開模溫度與環境溫度的溫差不應大于20℃,出模時吊裝過程中要加強對墻板端頭的保護,防止因吊裝而損壞端頭,對輕缺陷且能補救的要采取措施,以提高產品的質量檔次。
2.9檢驗入庫:對于出模后的墻板要警醒檢驗并加注標示,按質量等級分類入庫。
▌ 五、產品調試
1、攪拌機
1.1開機前準備,檢查各堅固件是否松動(尤其是傳動電機螺栓)
1.2檢查各電氣線路及電器信號是否靈敏可靠。(特別是計量稱的傳感器)
1.3關閉空壓機的進氣閥和壓風管道的閘閥,然后起動機器;此時應注意聽機器運轉的聲音是否正常,若發現異常應立即停機檢查;若無異常,此時應慢慢打開空壓機的進氣閥讓機器正常工作,此時應注意:
(1)聽機器聲音是否正常;
(2)機器壓力表的上升情況;
(3)機油的觀察孔是否上油;
(4)機器的安全閥和儲氣罐的安全閥是否正常工作。
1.4開機之前一定要先關閉計量和攪拌機的出料口。
2、注漿機
2.1開機前準備,檢查各堅固件是否松動。各運轉部分及移動面有無障礙物,限位裝置及安全防護裝置是否完善。
2.2檢查液壓系統范圍內,所用開泵閥門是否打開,開泵后檢查每種自動裝置是否達到規定值,是否動作達到技術及完全檢測要求,檢查系統壓力升至電接點壓力表上限時能否自動停取。
2.3遇到失壓時,禁止所有缸體動作,然后按關液規程進行關液,處理相關故障。遇到停電時,應關閉所有閥門。
2.4對轉動行走部位進行潤滑。
2.5檢查電機路線是否正常。
3、墻板成型機
3.1開機前準備,檢查各堅固件是否松動。各運轉部分及移動面有無障礙物,限位裝置及安全防護裝置是否完善。
3.2查液壓系統范圍內,所用開泵閥門是否打開,開泵后檢查每種自動裝置是否達到規定值,是否動作達到技術及完全檢測要求,檢查系統壓力升至電接點壓力表上限時能否自動停取。
3.3檢查電機路線是否正常。
3.4遇到失壓時,禁止所有缸體動作,然后按關液規程進行關液,處理相關故障。遇到停電時,應關閉所有閥門。
4、脫模翻轉平臺
4.1開機前準備,檢查各堅固件是否松動。各運轉部分及滑動面有無障礙物,限位裝置及安全防護裝置是否完善。
4.2查液壓系統范圍內,所用開泵閥門是否打開,開泵后檢查每種自動裝置是否達到規定值,是否動作達到技術及完全檢測要求,檢查系統壓力升至電接點壓力表上限時能否自動停取。
4.3對轉動行走部位進行潤滑.
4.4檢查電機路線是否正常。
4.5翻轉平臺翻轉時不允許站人在后面。遇到失壓時,禁止所有缸體動作,然后按關液規程進行關液,處理相關故障。遇到停電時,應關閉所有閥門。
▌ 生產原材料參考配合比
參考數據:單塊板各種材料的重量比為:水泥54.77% ,發泡顆粒0.53%,水44.62%,膠粉0.08%。
▌ 保養及檢查
1、定期對空壓機檢查及保養事項
1.1勤看各指示儀表,如壓力表、油位、壓力控制器。
1.2勤聽機器運轉的聲音,如氣閥、活塞、曲軸、軸承等部位。
1.3勤摸各部位,察覺空壓機的溫度變化和振動情況,如曲軸箱、中冷器、氣缸、排氣管的溫度及振動情況,及早發現不正常的溫升和機件的緊固情況,一定要注意安全。
1.4儲氣之罐之泄水閥每日打開一次排除油水。
1.5活塞空壓機維修保養基本規程,操作和維修人員一定要做好相應的運行記錄,即使出現故障,也便于判斷和采取措施。
2、定期對液壓系統檢查及保養事項
2.1液壓站要經常檢查液壓油的使用情況,重要是保證液壓站的工作環境潔凈,不要任何贓物進入液壓系統內。如果發現油液變質,應立即更換新油。通常,液壓站的油液,要定期過濾,更換。一般半年過濾一次。特別注意:新油并不是真正干凈的油。因為扎油的油桶一般很少清洗,裝裝油時用的抽油器上,也可能有贓物。這樣即使是新油也被污染。所以,要求注入油箱的油一定要經過過濾。若條件許可,用戶可以添置一臺濾油器。
2.2液壓站調整后,在使用中或停止狀態,任何人員都不得隨意擰動各有關閥件的手柄,以確保提升機的正常使用。
2.3各電磁換向閥接線時,應嚴格按規定的電壓和電流值進行配接,并通過操作臺上的相應開關反復操作幾次,檢查動作的靈活性,正確性,可靠性。
2.4安全制動裝置上的各閥,應定期檢查各個螺釘的鏈接情況。
2.5檢查電磁換向閥的動作情況。
3、定期對轉動軸承及摩擦部位潤滑均為潤滑脂手動潤滑方式,用ZG-2或ZG-3鈣基潤滑脂。
4、勤檢查整個機器的工作情況是否正常,發現問題及時解決。
;){kind=link}